When considering orbital welding, one of the initial questions we ask is the application sizing – specifically the OD (Outside Diameter) and wall thickness of the tube or pipe workpiece. Orbital welding is done as either a fusion process or with filler metal. Both have an ideal size range they can successfully weld. Read on to find out what these orbital welding size ranges are and what type of orbital weld head you might need for your tube or pipe application.

Fusion Welding Size Limits
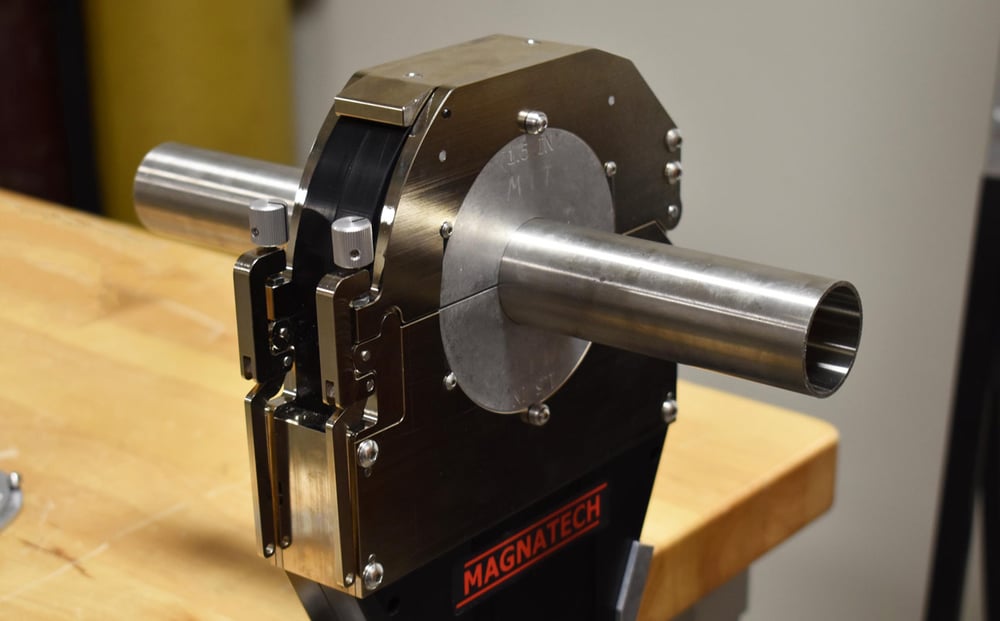
Fusion welding is done within an enclosed weld head, as shown here. In this process, the two workpieces are lined up and fused together through GTAW welding.
What is the OD Size Range of Fusion Welding?
When it comes to OD, you can orbital fusion weld from a minimum of .125" (1/8”) to a maximum of 6”.
The minimum of .125" can be welded with a micro weld head. This small size is primarily used in microelectronic applications. Even .0625" (1/16”) can be achieved on some weld heads.

Larger sizes are welded with a standard weld head. These heads have tube clamps inserts, also known as collets, that can be exchanged to fit the size of your workpiece.
Typically, sanitary tube is never larger than 6”, but there are always exceptions. Once you get into those larger sizes, it’s important to realize the fit-up usually isn’t completely square – there will be some high low action due to the oblong shape of the pipes used, making fusion welding difficult and filler wire ideal.
What is the Wall thickness Range of Fusion Welding?
Our baseline maximum wall thickness for fusion welding is .120”.
As always, the maximum depends on the application. Larger sizes can be welded, but the thicker the wall, the more you will start to see concavity. We have had customers successful with thicknesses up to .187” wall thickness. They achieved full penetration and welded in the vertical position to minimize concavity. The application in reference did not need a completely flush weld on the inside.
Orbital Pipe Welding Size Limits
Wire added orbital welding is sometimes referred to as orbital pipe welding, as you will most commonly be dealing with pipe during these types of welds. The heads used in this process are open with a robust torch with wire-adding capabilities. There are two types of open weld heads, those attached with a clamp and those that run on a track or guide ring.

What is the OD Size Range of Orbital Pipe Welding?
You can orbital pipe weld from a minimum of .5" with no maximum.
The clamping style usually ranges from .5” to around 6.625”.
The low profile, or track ring guided style heads, can be used .5” and beyond. The guide rings/tracks can be bought in basic tube and pipe sizes in sections to fit your application. For specialty sizes, custom tracks can be manufactured. Magnatech’s Flx-Track allows long linear seam welds on flat or curved surfaces, such as tanks and vessels, as well as ID, OD, and compound curvature welds to be made. The track flexes to conform to different diameters and uses either vacuum or magnet attachment. Mounting the head on an oversize guide ring with adapter feet allows use on CrMo and other alloys requiring preheat.
What is the Wall Thickness Range of Orbital Pipe Welding?
Wire can be added on a wall greater than .120”. There is no maximum wall thickness. Wire can be added through multiple passes to match the wall thickness of any application. Keep in mind that higher schedules call for multiple passes resulting in longer weld times.
These orbital welding size ranges are a baseline, but there are always exceptions. If you’d like to discuss a specialty application, call in to talk to a technical representative today.



.png)
Comments